Auch bei variierenden Temperaturen Bauteile mit gleichbleibender Genauigkeit erzeugen
Pliening, 19. Februar 2026

Fräsprozesse müssen immer höhere Präzisionsanforderungen erfüllen. Längst sind Toleranzen im einstelligen Mikrometerbereich keine Ausnahme mehr. Um solche Vorgaben dauerhaft erfüllen zu können, ist eine weitgehende thermische Konstanz des Fertigungssystems unabdingbar. Dazu gehört auch die Maschine. HURCO stattet daher die Modelle der „Di“-Reihe nun standardmäßig mit thermischer Kompensation aus. Abhängig von Modell, Baujahr und Software können auch Bestandsmaschinen damit nachgerüstet werden. Die Technologie bietet sich insbesondere für die Fertigung von Serien, Bauteilen mit langer Laufzeit und engen Toleranzen sowie für 5-Achs-Maschinen an.
Die Entstehung von Wärme ist bei der Zerspanung unvermeidlich. In der Folge dehnt sich auch die Spindel aus, wodurch das Werkzeug in X-, Y- und Z-Achse abweicht. Die thermische Kompensation von HURCO überwacht solche thermischen Änderungen mit Echtzeitsensoren in der Kopfbaugruppe und übermittelt sie an die „WinMax“-Steuerung der Maschinen. Die Steuerung nutzt die Daten, um fortlaufend notwendige Anpassungen zu berechnen und vorzunehmen. Diese Anpassungen basieren auf einer Vielzahl von Tests und Modellierungen für jedes einzelne HURCO-Maschinenmodell. Das System kompensiert automatisch, ohne dass der Bediener eingreifen muss.
Der Markt fordert gleichbleibende Präzision
Abhängig vom Maschinenmodell reduziert sich der negative Einfluss des Spindelwachstums auf die Bauteilgenauigkeit um bis zu 80 Prozent.Mit dieser thermischen Kompensation stellt HURCO sicher, dass die Maschinen auch bei variierenden Temperaturen Bauteile mit gleichbleibender Genauigkeit erzeugen. Besonders vorteilhaft ist dies bei langen Bearbeitungszyklen, bei denen die zunehmende Wärmemenge im System eine wachsende Ausdehnung verursachen kann. Die HURCO-Steuerung kompensiert diese wärmebedingte Veränderung. Diese Möglichkeit, unter variablen Temperaturbedingungen konsistente Ergebnisse zu liefern und anspruchsvolle Toleranzen einzuhalten, erleichtert jede Präzisionsbearbeitung.

Nach einem Jahr gemeinsamer Geschäftsführung übernimmt Nikolaus Hölzl ab Januar 2026 die alleinige Leitung der HURCO Werkzeugmaschinen GmbH. Sein bisheriger Mitgeschäftsführer Michael Auer tritt in den Ruhestand. Michael Auer prägte das Unternehmen über einen Zeitraum von rund 16 Jahren in verantwortlicher Position.
Nikolaus Hölzl kennt sowohl die Branche der Lohnfertigung als auch das Unternehmen HURCO aus eigener Erfahrung. Der studierte Wirtschaftsingenieur Maschinenbau begann seine berufliche Laufbahn in der Baugruppenmontage. Darauf folgte eine langjährige Tätigkeit im internationalen Vertrieb.
Innerhalb von zehn Jahren bei HURCO war Nikolaus Hölzl als Sales Director für die Exportmärkte in Zentral- und Osteuropa sowie Spanien, Portugal und der Türkei verantwortlich, bevor er 2025 in die Geschäftsführung berufen wurde.
„In den vergangenen zwölf Monaten hat Michael Auer seine langjährige Erfahrung mit mir geteilt und mich gezielt auf die alleinige Verantwortung vorbereitet“, sagt Nikolaus Hölzl rückblickend auf die gemeinsame Übergangsphase.
In seiner neuen Rolle setzt Nikolaus Hölzl auf einen kollegialen Führungsstil, der die tägliche Zusammenarbeit zwischen Technik, Service, Vertrieb und Kunden unterstützt. Für ihn ist eine funktionierende Unternehmenskultur eng mit der Zufriedenheit der Anwender in der Fertigung verbunden.
Ein zentraler Punkt ist dabei die optimale Nutzung des Maschinenpotenzials, insbesondere durch praxistaugliche Automatisierungslösungen für Klein- und Mittelserien. Ziel ist es, Lohnfertigern Lösungen an die Hand zu geben, die sich im realen Fertigungsalltag umsetzen lassen – ohne unnötige Komplexität.
„Wir verstehen uns als Partner, der Lohnfertiger im Alltag flexibel unterstützt“, betont Nikolaus Hölzl. Diese Haltung spiegelt sich sowohl in der Marke HURCO als auch in TAKUMI wider.
Trotz weiterhin herausfordernder Rahmenbedingungen blickt Nikolaus Hölzl zuversichtlich auf das kommende Jahr. Entscheidend sei, dass Maschinen, Steuerung und Automatisierung so zusammenspielen, dass Produktivität und Bedienbarkeit im Gleichgewicht bleiben.
Passend automatisieren in der Lohnfertigung
Pliening, August 2024 (Aktualisiert: November 2025)
Vom 10. bis 14. September 2024 haben wir auf der AMB in Stuttgart, Automatisierungslösungen, die Zerspanung effizienter und präziser machen vorgestellt. Gerade angesichts des Fachkräftemangels und des steigenden Wettbewerbsdrucks setzen wir damit einen ganz praktischen Akzent auf den Megatrend Automatisierung in der Fertigung. Wir haben auf unserem Stand (Halle 10, Stand 10C71) unser Portfolio an Automationslösungen für Dreh- und Fräszentren präsentiert. Highlight war die VM 10UiPlus mit einer ProFeeder Tray-Automation.

Passt für kleine und mittlere Serien
Der ProFeeder Tray sorgt für einen weiteren Produktivitätsschub der VM 10UiPlus. Mit einem Universal-Teiletray ermöglicht er schnelle Serienwechsel verschiedenster Teile und passt zu nahezu allen CNC-Maschinen. Entwickelt für kleine und mittlere Serien, überzeugt der Cobot durch die robuste Konstruktion und den großen Arbeitstisch.
Der Roboterarm „UR10e“ belädt die Maschine, und dank einfacher Umsetzbarkeit des ProFeeder Tray auf andere HURCO-Maschinen bleibt das System flexibel. Der „Automation Job Manager“, vollständig in die MAX5-Steuerung integriert, macht zusätzliche Programmierungen überflüssig. Die VM 10UiPlus punktet dabei mit hoher CNC-Performance auf kleinem Raum. Dank ihrer stabilen Konstruktion, steifen Linearführungen in X-, Y- und Z-Achse sowie flexiblen Konfiguration und einfacher Steuerung eignet sich das Bearbeitungszentrum perfekt für die präzise Fertigung kleiner Werkstücke.
Mit großen Schwenkbereichen in A- und C-Achse und vielen Steuerungs- und Softwarefunktionen ist sie ideal für das Bearbeiten komplexer 5-Achs-Teile. Die 11-kW-Spindel mit SK40-Aufnahme und bis zu 12.000 min-1 Spindeldrehzahl sorgt für hohe Produktivität, unterstützt von der WinMax-Steuerung „MAX 5“ mit Dialogprogrammierung.
Sie können diese Technik auf dem Stand selbst ausprobieren. Wenn Sie es nicht geschafft haben uns auf der AMB zu besuchen, können Sie jederzeit einen Termin mit Ihrem zuständigen Vertriebsbeauftragten vereinbaren. Wir vereinbaren dann gerne einen individuellen Vorführtermin mit Ihnen. Informieren Sie sich gerne auch über die Maschinen unserer zweiten Marke TAKUMI.
Pliening, 27. August 2025
Noch ist Automatisierung kein Standard in der Einzelteil und Kleinserienfertigung. Doch zunehmende Aufgabenverdichtung und fehlendes Personal bringen viele Lohnfertiger dazu, nach Robitik-Lösungen zu suchen. Werkzeugmaschinenhersteller HURCO informiert auf der EMO 2025 (Halle 12, Stand C60) über zweckorientierte Automatisierungslösungen für eine effiziente Kleinserienproduktion.
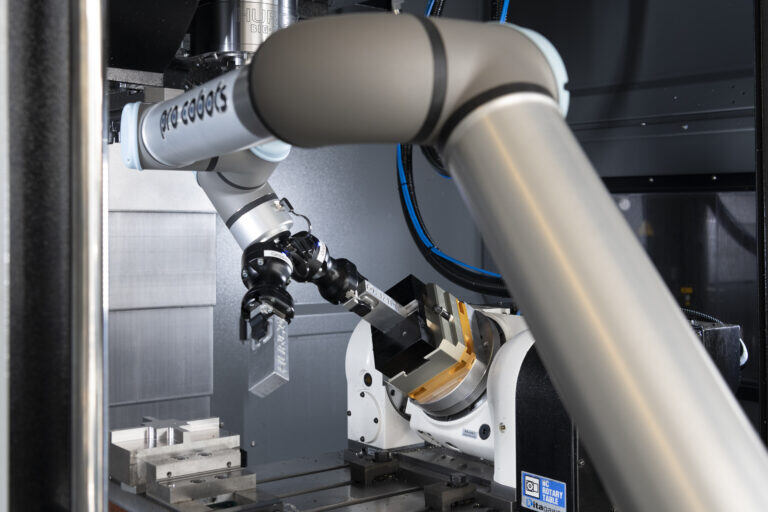
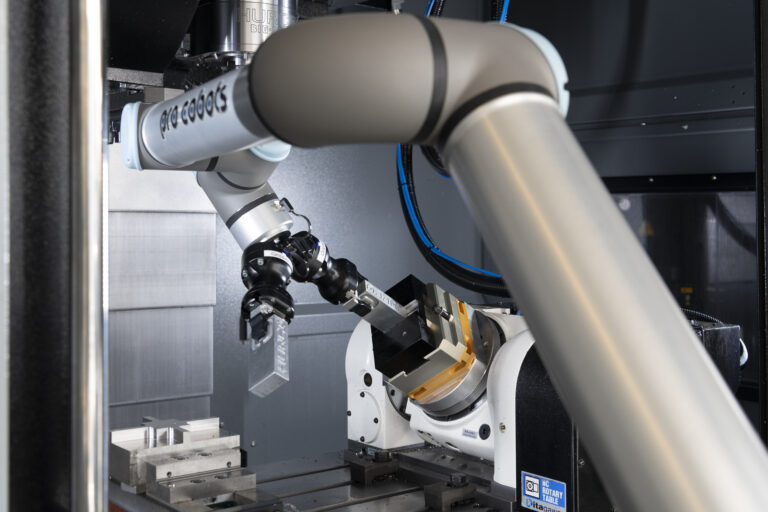
Mit ihren in die Steuerung integrierten ProCobots-Systemen will HURCO Automatisierung an der Maschine für jedermann attraktiv gestalten und helfen, Fehlerquoten und Stillstandzeiten zu verringern. Der Roboterarm arbeitet mit den meisten Modellen des Maschinenbauers zusammen und sorgt für effiziente Arbeitsabläufe an 3-Achs-Fräsen, Drehmaschinen und 5-Achs-Bearbeitungszentren des Werkzeugmaschinenbauers. Zur EMO bringt HURCO den neuen ProFeeder EasyDesk 30, platziert an der HURCO VMX 42Di mit, eine Roboterlösung für das Teilehandling mit bis zu 30 Kilogramm Nutzlast. Verwaltung und Programmierung der zu fertigenden Aufträge erfolgen direkt über den Job Manager an der Maschine. Dabei können mehrere Jobs gleichzeitig eingerichtet werden, eine individuelle Verteilung der Bauteile innerhalb der Grid-Plate ist möglich.
Neue 5-Achs-Maschine für den Werkzeug- und Formenbau
Das Portfolio an TAKUMI-Maschinen wurde um eine 5-Achs-Maschine in Fahrständerbauweise mit Schwenkbrücke ergänzt. Die neue UA 400 ist auf der EMO zu sehen und wurde – wie alle TAKUMI-Modelle – für Werkstücke konzipiert, die eine besonders hohe Genauigkeit und Oberflächenqualität erfordern. Die Maschine ist kompakt und platzsparend gebaut, wird über die aktuelle Heidenhain-Generation TNC 7 gesteuert und kann ergonomisch beladen werden. Für die thermische Stabilität sorgt eine gezielte Kühlung der Spindel und eine Sensorik zur Kompensation des Spindelwachstums, für den Abtransport der Späne ein integriertes Spänespül- und Spänemanagementsystem.
HURCO und TAKUMI auf der EMO in Hannover: Halle 12, Stand C60
Pliening, 2. Januar 2025
HURCO stärkt seine Führung mit einem neuen Führungs-Duo: Klaus Hölzl übernimmt ab sofort die Rolle des Geschäftsführers neben Michael Auer. Gemeinsam wollen sie die Innovationskraft und Marktposition von HURCO weiter ausbauen – insbesondere im Bereich der Automatisierung.
Verantwortung auf zwei Schultern
Michael Auer, bisher alleiniger Geschäftsführer, konzentriert sich künftig auf die strategische Planung und Unternehmensentwicklung. Klaus Hölzl, der seit 2014 als Sales-Direktor bei HURCO tätig ist, übernimmt die Leitung des operativen Geschäfts und Vertriebs. „Ich freue mich, mit Klaus Hölzl einen erfahrenen und engagierten Kollegen an meiner Seite zu haben“, so Auer.

Innovationen vorantreiben
Klaus Hölzl bringt eine breite Expertise in Vertrieb und Maschinenbau mit. Sein Ziel ist es, HURCO als Technologieführer noch stärker zu positionieren und die Marke TAKUMI bekannter zu machen. Ein besonderer Fokus liegt auf Automatisierungslösungen: „Die Nachfrage nach automatisierten Lösungen wächst auch bei Einzelteil- und Kleinserienfertigung. Mit unseren ProCobots-Systemen und der integrierten WinMax-Steuerung bieten wir hier maßgeschneiderte und wirtschaftliche Lösungen“, betont Hölzl.
Mit dem Schwerpunkten Vereinfachung von Programmierprozessen und Automatisierung betreten wir die diesjährige EMO-Bühne. Wir zeigen, wie sich mit der HURCO-Steuerung Freiformflächen für die Bearbeitung einfach an der Maschine programmieren lassen und stellen etablierte Systeme zum Teilehandling vor. „In der Lohnfertigung geht es darum Aufträge schnell und zuverlässig zu erledigen. Wir unterstützen unsere Kunden dabei durch Maschinen und Software, die ihnen das ermöglichen“, sagt Sebastian Herr, Chef der Anwendungstechnik.
Automatisierung „ProCobots“
 Wir präsentieren in Hannover die Lösung „ProFeeder“ unserer hauseigenen Marke ProCobots. Sie kann je nach Bedarf an unterschiedlichen HURCO-Bearbeitungs- und Drehzentren eingesetzt werden. Auf der EMO wird das Teilehandling-System an der Drehmaschine „TM 8 Mi“ und dem Bearbeitungszentrum „VMX 30 i“ zu sehen sein. Der Cobot ist dafür auf einem Chassi mit Rollen montiert. Er benötigt nur eine Automatiktür, die bei Neubestellungen gleich mitgeordert werden kann und sich an vielen ausgelieferten Maschinen nachrüsten lässt.
Wir präsentieren in Hannover die Lösung „ProFeeder“ unserer hauseigenen Marke ProCobots. Sie kann je nach Bedarf an unterschiedlichen HURCO-Bearbeitungs- und Drehzentren eingesetzt werden. Auf der EMO wird das Teilehandling-System an der Drehmaschine „TM 8 Mi“ und dem Bearbeitungszentrum „VMX 30 i“ zu sehen sein. Der Cobot ist dafür auf einem Chassi mit Rollen montiert. Er benötigt nur eine Automatiktür, die bei Neubestellungen gleich mitgeordert werden kann und sich an vielen ausgelieferten Maschinen nachrüsten lässt.
Der ProFeeder wird über die anwenderfreundliche WinMax-Software und einem für ProCobots-Lösungen entwickelten Automation Manager direkt in die Prozesse integriert. „Hierbei zeigt sich die flexible Leistungsfähigkeit unserer Steuerung, deren Jobmanager die Teilebeladung durch die Automatisierungslösung problemlos erledigt“, so Sebastian Herr. „Die Software des Cobot wird nicht benötigt, was Übermittlungsfehler ausschließt und die Arbeit beschleunigt. Der Operator arbeitet so stets im gewohnten Umfeld mit den zwei Bildschirmen. Und die Masken sind wie immer: mit viel Bild und wenig Text sowie allen anderen Features der WinMax-Steuerung. Das geht schnell, ist dialogorientiert und umfasst alle zu initiierenden Schritte des automatischen Teilehandlings.“
Spezifische Automatisierungen umsetzen
Über eine Open-Source-Schnittstelle lassen sich die CNC-Werkzeugmaschinen von HURCO mit den meisten Roboter- und Automationslösungen verbinden. Dazu kooperiert HURCO mit 28 Partnerunternehmen. Zum Netzwerk gehören z. B. Robojob, EROWA, Kösters oder Ecosphere mit etablierten Standardlösungen und Firmen wie Zorn Maschinenbau, die als Sondermaschinenbauer Lösungen nach Wunsch anbieten. Mit diesem Partnernetzwerk kann HURCO bedarfsgerechte, wirtschaftliche Automatisierungslösungen realisieren – auch für die Einzelteil- und Kleinserienfertigung.
Freiformflächen an der Maschine programmieren
 Das zweite große Thema auf unserem EMO-Stand ist die weitere Vereinfachung der Direkt-Programmierung an der Maschine. „Wir wollen unseren Kunden dabei helfen, wirtschaftlich arbeiten zu können, auch wenn der Markt Termine und Ressourcen verknappt. Deshalb lernt unsere Steuerung dauernd dazu“, berichtet Sebastian Herr. Neu ist in diesem Jahr die Option „Surfacing“: Mit der Software-Option „Solid Model Import“ lassen sich 3D-Modelle, die als STEP-Datei vorliegen, direkt an den Maschinen importieren. Die „Surfacing“-Option erweitert diesen Import von Volumenmodellen um den Oberflächendatensatz. Damit lassen sich mit der Steuerung auch komplexe Freiformflächen für die Bearbeitung an der Maschine programmieren. Sebastian Herr: „Bei Freiformflächen brauchte man bisher stets einen CAM-Arbeitsplatzes. Mit unserer neuen Funktion „Surfacing“ geht das direkt an der Maschine, ganz einfach über die Steuerung“.
Das zweite große Thema auf unserem EMO-Stand ist die weitere Vereinfachung der Direkt-Programmierung an der Maschine. „Wir wollen unseren Kunden dabei helfen, wirtschaftlich arbeiten zu können, auch wenn der Markt Termine und Ressourcen verknappt. Deshalb lernt unsere Steuerung dauernd dazu“, berichtet Sebastian Herr. Neu ist in diesem Jahr die Option „Surfacing“: Mit der Software-Option „Solid Model Import“ lassen sich 3D-Modelle, die als STEP-Datei vorliegen, direkt an den Maschinen importieren. Die „Surfacing“-Option erweitert diesen Import von Volumenmodellen um den Oberflächendatensatz. Damit lassen sich mit der Steuerung auch komplexe Freiformflächen für die Bearbeitung an der Maschine programmieren. Sebastian Herr: „Bei Freiformflächen brauchte man bisher stets einen CAM-Arbeitsplatzes. Mit unserer neuen Funktion „Surfacing“ geht das direkt an der Maschine, ganz einfach über die Steuerung“.
Besuchen Sie uns auf der EMO: Halle 12, Stand D68
Weitere Bearbeitungszentren sind auf Partnerständen zu sehen:
- 3-Achs-Bearbeitungszentrum VM10i Plus bei Greenleaf Europe BV (Halle 4, Stand A89) und Air Turbine Tools, Inc. (Halle 12, Stand E12)
- 3-Achs-Bearbeitungszentrum VMX30Di bei R. STOCK AG (Halle 5, Stand D23)
3-Achs-Bearbeitungszentren
Das HURCO Produktportfolio wurde um zwei 3-Achs-Bearbeitungszentren erweitert: die VMX 6030i mit einem größeren Tisch und einer stabilen Z-Achse sowie die überarbeitete VMX 60Di mit einem breiteren Sockel und einer 22-kW-Spindel für höhere Drehzahlen. Beide Maschinen verfügen über bewährte Technologie und optimierte Energieeffizienz.

Pliening, April 2023: HURCO bringt mit der „VMX6030i“ ein neues Bearbeitungszentrum auf den Markt. Ausgehend von bewährten Ausstattungsmerkmalen der 3-Achs-Baureihe VMX haben wir den Fokus der neuen Ausführung auf einen größeren Tisch gelegt, der auf ein stabileres Maschinenbett aufbaut. Weil die bisherigen 1680 mm in X- und 660 mm in Y-Richtung vielen Anwendern zu wenig waren, wurde der Querweg auf 1680 x 762 mm vergrößert. Damit erhöht sich insbesondere die Flexibilität im Umgang mit den zunehmend geforderten kubischen Bauteilen. Um den größeren Überhang zu kompensieren, wurde auch die Z-Achse neu konstruiert. Sie kann nun größere Massen handeln, was eine klare Ausrichtung auf die Erfordernisse des Marktes bedeutet. Dies schlägt sich zudem in den Antriebsleistungen der Achsen nieder, die – den größeren Bauteilen und der stabileren Z-Achse Rechnung tragend – um rund 50 Prozent erhöht wurden.
Genauer, weil stabiler
Ebenfalls in der VMXi-Reihe haben wir das etablierte 3-Achs-BAZ „VMX 60 Di“ überarbeitet und ihm ein größeres Maschinenbett gegeben. Indem die Maschine nun auf einem breiteren Sockel steht und die Überhänge des Tisches reduziert wurden, ließ sich die Stabilität und Bearbeitungsgenauigkeit der VMX 60 Di weiter verbessern. Das BAZ nutzt eine 22-kW-Spindel, die mit SK40 auf 15.000 min-1 dreht und sich bereits bei den anderen Modellen der VMX-Di-Reihe bestens bewährt hat.

Zielgruppe der direktangetriebenen Maschine sind Lohnfertiger, die höhere Drehzahlen benötigen, weil sie viel Aluminium bearbeiten oder trochoidal fräsen. Hier wird bei geringerer seitlicher Zustellung und höherem Vorschub gern mit HSC und HPC-Werkzeugen zerspant, die die bereitgestellten Drehzahlreserven benötigen. Bei beiden Maschinen setzen wir bei HURCO auf bewährte Technik. Zugleich gehören zu den Modifikationen ständige Optimierungen beim Energieverbrauch, die dem Lohn- und Kleinserienfertiger die gerade jetzt benötigte wettbewerbsgerechte Energienutzung gestatten.
Automatisierungspartner für Lohnfertiger
Dass sich mit HURCO individuelle Automatisierungskonzepte in der Zerspanung passgenau umsetzen lassen, demonstriert der Werkzeugmaschinenbauer auf der METAV 2022 in Düsseldorf. Speziell Einzelteil- und Kleinserienfertiger können sich vom 21. bis 24. Juni am Stand A10 in Halle 16 zu anwendungsorientierten Lösungen beraten lassen.

Die Automatisierung von Werkzeugmaschinen steht für Lohnfertiger kleiner und mittlerer Serien fest auf der Agenda. Die Gründe reichen von einer Verlängerung der Maschinenlaufzeiten bis zur Kompensation knapper Personalressourcen. Trotz rasanter Produktindividualisierung und Losgrößenverkleinerung sind dafür meist Automatisierungen verfügbar. Welche Lösung sinnvoll auszuwählen ist, hängt von der Fertigungsaufgabe und der vorhandenen Infrastruktur ab. Weil es jedoch für Automatisierung keine allgemein gültigen Regeln gibt, ist Beratung so wichtig. HURCO legt daher großen Wert auf einen direkten Kontakt zum Kunden.
„Unsere Vertriebsmitarbeiter und Anwendungstechniker führen Gespräche oft direkt beim Kunden, um anhand des Maschinenparks und der Fertigungsstruktur zu klären, wo genau wir unterstützen können und welche Automatisierung sinnvoll ist“, betont Sebastian Herr, Application Support Manager bei HURCO Deutschland. „Diese Beratung ist nun ein Schwerpunkt unseres Messeauftritts in Düsseldorf.“
Strukturbasiert automatisieren
 Um dem Anwender die passende Automationslösung bieten zu können, arbeitet HURCO mit Partnerunternehmen zusammen. „Das vergrößert unser Spektrum und macht uns äußerst flexibel“, betont Herr. „Schließlich bietet der Markt ausgereifte Lösungen, auf die wir gezielt zurückgreifen.“ Eine der Möglichkeiten, die HURCO Lohnfertigern für ihre Stand-alone-Maschinen bietet, ist die automatisierte Beladung. Dazu gehört das Teilehandling in das Spannsystem einer Maschine, aber auch die Möglichkeit, zwei verkettete Maschinen per Automation zu beschicken. „Ein guter Einstieg in die Automation sind häufig Cobots, die als schnelle, gut teachbare, flexible Systeme mit dem Bediener zusammenarbeiten.“ Ob diese Lösung für einen Anwender sinnvoll ist, kann er auf dem HURCO-Stand ebenso diskutieren wie die Eignung eines Knickarmroboters, der in einer Fertigungszelle das Teilehandling übernehmen würde. Bei komplexeren Anforderungen stellt HURCO zudem maßgeschneiderte Lösungen für die Beladung oder das Palettenhandling bereit, von denen sich nahezu alle mit HURCO-Maschinen kombinieren lassen.
Um dem Anwender die passende Automationslösung bieten zu können, arbeitet HURCO mit Partnerunternehmen zusammen. „Das vergrößert unser Spektrum und macht uns äußerst flexibel“, betont Herr. „Schließlich bietet der Markt ausgereifte Lösungen, auf die wir gezielt zurückgreifen.“ Eine der Möglichkeiten, die HURCO Lohnfertigern für ihre Stand-alone-Maschinen bietet, ist die automatisierte Beladung. Dazu gehört das Teilehandling in das Spannsystem einer Maschine, aber auch die Möglichkeit, zwei verkettete Maschinen per Automation zu beschicken. „Ein guter Einstieg in die Automation sind häufig Cobots, die als schnelle, gut teachbare, flexible Systeme mit dem Bediener zusammenarbeiten.“ Ob diese Lösung für einen Anwender sinnvoll ist, kann er auf dem HURCO-Stand ebenso diskutieren wie die Eignung eines Knickarmroboters, der in einer Fertigungszelle das Teilehandling übernehmen würde. Bei komplexeren Anforderungen stellt HURCO zudem maßgeschneiderte Lösungen für die Beladung oder das Palettenhandling bereit, von denen sich nahezu alle mit HURCO-Maschinen kombinieren lassen.
Individuell ist Standard
Die Voraussetzungen für eine schnelle, anwendungsorientierte Umsetzung von Automationslösungen inkl. Digitalisierung, Überwachung und Auswertung bilden das Windowsbasierte Betriebssystem und die Open-Source-Schnittstelle MT-Connect der HURCO-Anlagen. Für die Kommunikation der Maschinen und Roboter untereinander lassen sich netzwerkgestützte DNC-Schnittstellen nutzen. „Diese Netzwerk- und Schnittstellenarchitektur ermöglicht die individuelle Anpassung der Automationssysteme an die Bedürfnisse des Anwenders sowie den Aufbau von integrierten Fertigungssystemen und Blockchain-Lösungen zwischen Lohnfertigern und Auftraggebern“, unterstreicht Herr, der auch dazu eine eingehende Beratung verspricht. Die organisatorischen Aufgaben in der automatisierten Fertigung übernimmt dann entweder ein von HURCO entwickeltes Leitsystem oder ein System, das die Automationslösung eines entsprechenden Partners mitbringt.
 Welches Prinzip sinnvoll einzusetzen ist, auch das können Anwender mit HURCO-Spezialisten auf der METAV diskutieren, genauso wie das Vorgehen bei der Implementierung einer Automationslösung bis hin zur Optimierung im laufenden Betrieb. „Wir freuen uns auf die Fachgespräche in Düsseldorf“, so Herr abschließend.
Welches Prinzip sinnvoll einzusetzen ist, auch das können Anwender mit HURCO-Spezialisten auf der METAV diskutieren, genauso wie das Vorgehen bei der Implementierung einer Automationslösung bis hin zur Optimierung im laufenden Betrieb. „Wir freuen uns auf die Fachgespräche in Düsseldorf“, so Herr abschließend.
Blogbeitrag
Ein Novum am Markt bietet HURCO jetzt mit der Möglichkeit, Freiformflächen direkt an der Maschine zu programmieren. Lohnfertiger müssen damit kein separates CAD/CAM-System mehr nutzen und können auch Aufträge annehmen, die sich bisher als unrentabel oder zeitlich nicht machbar erwiesen.
Hallo Freunde der spanenden Fertigung,
mein Name ist Sebastian Herr und ich bin Leiter der HURCO-Anwendungstechnik.

In diesem Beitrag möchte ich euch eine neue Funktion der HURCO-Steuerungssoftware vorstellen. Und zwar geht es um die Option, Freiformflächen direkt an der Maschine zu programmieren.
Wie viele von euch wissen, bietet die HURCO-Steuerungssoftware schon länger die Möglichkeit, 3D-Modelle im STEP-Format direkt einzulesen. Dieser „Solid Model Import“ hilft nicht nur, die Programmierzeiten deutlich zu verkürzen, sondern schützt euch auch vor Programmierfehlern.
Die neue Funktion ist eine Erweiterung der bereits vorhandenen Solid Model Import-Option. Wurden bisher die Flächen und Volumenkanten eines CAD-Modells angewählt, könnt ihr ab sofort 3D-Oberflächen auch als Freiformflächen direkt an der Maschine programmieren. Dieser Freiheitsgrad setzt auf dem Solid Model Import auf, denn die darüber abgegriffenen Flächengeometrien des STEP-Bauteils werden als Basis benötigt.
3D-Oberflächen programmieren
Um die benötigten Datensätze direkt an der Maschine zu generieren, ladet ihr zunächst wie gewohnt das gewünschte Bauteil in die HURCO-Steuerung. Die Programmierung der eingelesenen Daten erfolgt dann über den Touchscreen der HURCO. Auf dem rechten Bildschirm erscheint das STEP-File mit den verschiedenen Oberflächen. Diese können dann ausgewählt und die dazugehörigen Datensätze für die jeweilige Bearbeitung erzeugt und abgespeichert werden. Dies geschieht dann inklusive aller benötigten Zusatzbefehle, wie z.B. das Einschwenken auf eine neue Bearbeitungsebene. Neu ist jetzt der „Surface“-Befehl in der Steuerung. Über diese neue Funktion können jetzt auch Freiformflächen in Bearbeitungsdatensätze gewandelt werden. Die WinMax erzeugt hierfür einen eigens für diese Bearbeitung entwickelten Datensatz, in dem der Bediener lediglich das Werkzeug und die Prozessparameter eingeben muss. Die gesamte Berechnung der Fräsbahnen für die Schrupp- und Schlichtoperationen berechnet die Steuerung eigenständig. Und das natürlich auch auf eingeschwenkten Ebenen, wenn Ihr eine Mehrseitenbearbeitung programmiert.
Damit ihr euch besser vorstellen könnt, wie das funktioniert, hier ein paar Abbildungen.
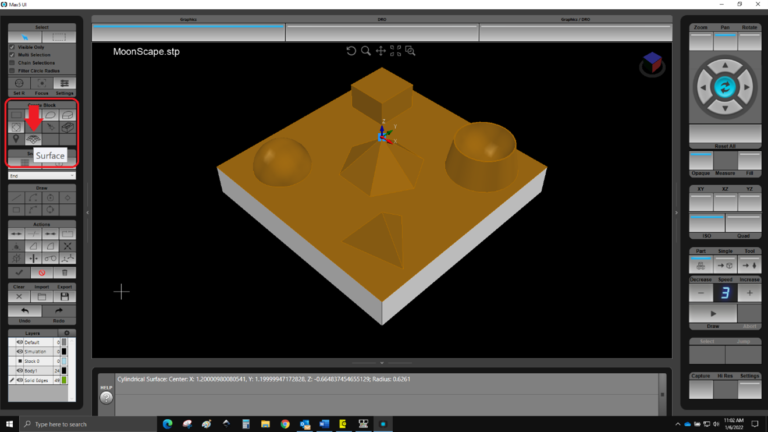
Als ersten Schritt muss die zu bearbeitende Fläche ausgewählt werden. Im Anschluss wählt ihr einfach den „Surface“-Datensatz – also den Datensatz für Oberflächen – im linken Menüfeld.
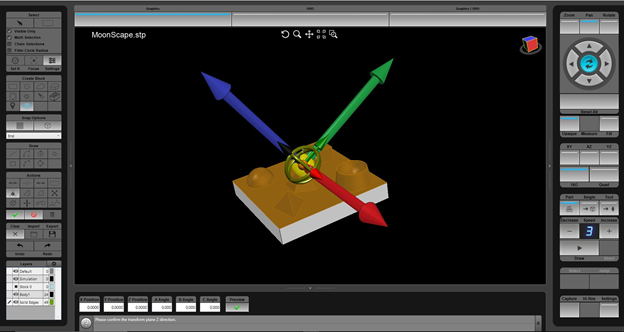
Die Bearbeitung der Fläche kann dann auch angestellt durchgeführt werden. Ganz so, wie Ihr es für die Bearbeitung braucht.
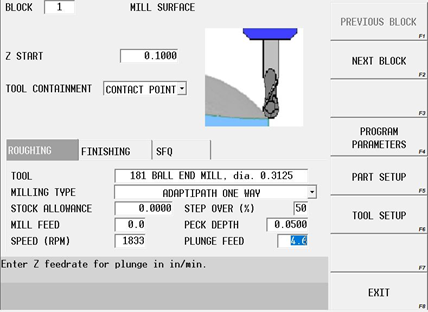
Die Steuerung erzeugt dann einen Datensatz für die gewählte Fläche, in dem ihr nur noch die Werkzeug- und Technologiedaten eingeben müsst. Anschließend kurz die passenden Strategien zum Schruppen und Schlichten auswählen und los geht’s. Natürlich können die Schlichtoperationen so oft wie gewünscht, inklusive der benötigten Aufmaße, wiederholt werden. Solange bis die gewünschte Fläche gefertigt ist.
Die neueren HURCO-Maschinen verfügen übrigens schon über ein Multi-Touch-Display ähnlich wie beim Smartphone. Man kann also mit zwei Fingern zoomen oder das Bauteil drehen und wenden. Dadurch wird das Programmieren noch komfortabler und schneller.
Für diejenigen, die sich noch einmal grundsätzlich mit der Solid Model Import-Option vertraut machen wollen, verweise ich hier noch einmal auf unser Tutorial.
Werkzeug und Fräszyklen
Für das Bearbeiten der Freiformflächen wählt ihr am besten einen Kugel- oder Torusfräser. Beide eignen sich gut für das 3D-Fräsen, weil mit ihnen der Kontaktbereich zum Werkstück schrittweise verändert werden kann. Mit dem Torusfräser könnt ihr außerdem auch ebene Flächen arbeiten. Die HURCO-Programmdatenbank enthält eine Vielzahl an Normwerkzeugen, die für die 3D-Bearbeitung notwendig sind. Dazu gibt es eine reichhaltige Auswahl an Fräszyklen. Das Programm berechnet anhand der Flächengeometrie alle notwendigen Bearbeitungsschritte.
Vorteile des erweiterten Solid Model Import
Was wir alle merken: Bauteile werden immer komplexer. Ohne CAD/CAM-Systeme für die Programmierung geht fast nichts mehr. Mit der neuen 3D-Fähigkeit erspart ihr euch unter Umständen die Anschaffung eines aufwendigen CAM-Systems oder die Erstellung der entsprechenden Modelle über einen CAD/CAM-Dienstleister. Das ist angesichts immer knapper bemessener Lieferzeiten ein echter Vorteil. Aufträge können so unmittelbar kalkuliert und abgearbeitet werden. Das spart Zeit und Kosten. Wenn im Betrieb ein eigener CAD/CAM-Platz vorhanden ist, wird dieser frei für die Bearbeitung anderer 3D-Teile.
Einige HURCO-Maschinen, die in den vergangenen Jahren gekauft wurden, können übrigens eventuell mit einem Software-Upgrade für die Programmierung von Freiformflächen nachgerüstet werden. Bei älteren Maschinen muss man abwägen, ob sich die Investition in ein Upgrade lohnt.
HURCO-Baureihe „Multiachsen“ wurde überarbeitet
HURCO hat die Drehzentren der Baureihe „Multiachsen“ überarbeitet. Ausgelegt für die Dreh-Fräs-Bearbeitung mittelgroßer Teile, wurden die Maschinen insbesondere bei der Software weiterentwickelt.
Zum Software-Bundle der Baureihe gehört nun auch Solid Model Import, was die Modelle dem Softwarestand der HURCO-Fräsmaschinen gleichstellt: gleiches Bedienkonzept, gleiche Begrifflichkeiten, gleiche Features. Dies kommt vor allem Lohnfertigern zugute, die flexibel Einzelteile und Kleinserien bearbeiten und die Fräsarbeiten auf einer entsprechend ausgestatteten Drehmaschine ausführen. Zugleich können sie schnell zwischen ihren Maschinen wechseln, ohne sich bei der Steuerung umstellen zu müssen.


„Mit der Drehmaschinenreihe rundet HURCO das Gesamtprogramm strategisch ab“, ordnet Sebastian Herr, Leiter Anwendungstechnik, ein. „Anwender müssen damit in ihrem Unternehmen keine zusätzliche Steuerung einsetzen. Wer die Dialogsteuerung mit den DXF- und Solid-Modell-Import-Optionen auf seiner Fräsmaschine schätzt, liegt auch bei den Drehmaschinen richtig.“
Die „Multiachsen“-Baureihe umfasst sieben Ausführungen, die – komplett ausgestattet – „ready to produce“ geliefert werden. Je nach Bedarf kann der Anwender auf komplexere Ausführungen mit Revolver, angetriebenen Werkzeugen sowie zusätzlichen Y- und W-Achsen zurückgreifen und das Bearbeitungsspektrum gezielt ausweiten. So kann zum Beispiel per Y-Achse auf einer Zylinderoberfläche eine Tasche mit geradem Boden eingearbeitet werden; in der TMX-Ausführung mit Gegenspindel sind Bearbeitungen der Vorder- und Rückseite möglich. Werden mit den Multiachsen-Drehzentren beispielsweise Flansche und Rohrverbinder gefertigt, reichen die Anwendungen der TMX-Baureihen bis hin zu komplexen Maschinenbauteilen.