02.07.2021
Pleuel – 5-Achs-Bearbeitung mit einem externen CAM-System
Blogbeitrag
Diesen Monat liegt unser Augenmerk ganz auf der 5-Achs-Bearbeitung eines Edelstahl Pleuels mithilfe von trochoidalen Fräsen. Denn das funktioniert mit HURCO genauso gut, wie bei den verschiedenen CAM-Systemen.
Hallo Freunde der spanenden Fertigung,
mein Name ist Sebastian Herr. Ich bin Leiter der HURCO-Anwendungstechnik.

Im folgenden Beitrag gebe ich euch einige zusätzliche Informationen zu unserem Video „Fräsen eines Pleuels“.
In dem Video zeigen wir euch die Fertigung eines Pleuels aus Edelstahl in 5-Achs-Bearbeitung. An dem Beispiel wird sehr schön deutlich, dass trochoidales Fräsen mit der HURCO-Steuerung genauso gut funktioniert wie bei den verschiedenen CAM-Systemen unserer Partnerunternehmen. Der Grundgedanke dabei ist der gleiche: Das Werkzeug arbeitet sich in kreisförmiger Bewegung voran, wobei es komplett in das Werkstück eintaucht und idealerweise auf der kompletten Schneidenlänge fräst. Während der gesamten Bearbeitung führt der Zyklus permanent die Zustellung nach und hält so die Spannmittendicke konstant.
Trochoidales Taschen fräsen
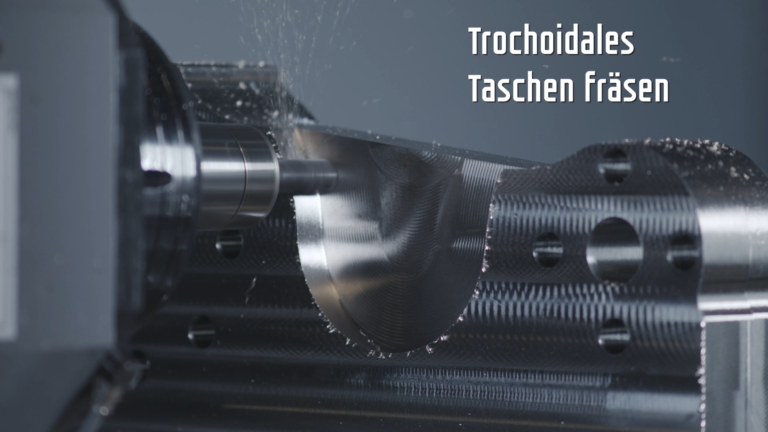
Die Pleuelbearbeitung, die ihr sehen könnt, ist ein echtes Brett. Wir haben das Fräsen der Taschen mit TopSolid programmiert und als Unterprogramm in unser Dialogprogramm eingebettet. Mit dem HURCO-System läuft das so flüssig, dass in der Simulation kein Unterschied zu sehen ist. Auch das Rüsten und Einrichten der Maschine erfolgen vollkommen identisch, und das Programm läuft ohne jede Pause. Somit sind zwei Technologien aufs Engste verbunden: Als Fundament HURCO-seitig das Dialogprogramm und CAM-seitig darauf aufbauend der DIN-ISO-Code.
Betonen möchte ich, dass die NC-Programme voll in das an der Steuerung programmierte Dialogprogramm integriert sind. Wir haben das CAM-System aber nicht eingesetzt, weil wir es mussten, sondern weil es funktioniert. Vor allem jedoch, weil es dem typischen Alltag in der Lohnfertigung entspricht. Hier gibt es oft mehrere Maschinen und Bediener, aber nur einen oder zwei CAM-Arbeitsplätze. Eine Steuerung, die hochflexibel arbeitet, ist da äußerst willkommen. Schließlich kann der Bediener damit Programme mit unterschiedlicher Herkunft integrieren. Eine solide Grundausbildung in der Zerspanung reicht ihm dafür aus. Im Vergleich der Systeme kommt der HURCO-Bediener mit einer kleinen Schulung in Sachen Dialogsteuerung aus, während für die Systeme des Wettbewerbs schon Expertenwissen erworben werden muss, was mit zusätzlichem Zeitaufwand und höheren Kosten zu Buche schlägt.
Automatisierte Palettenbeladung
Für die Bearbeitung selbst möchte ich auf einige Besonderheiten hinweisen. Gleich zu Beginn seht ihr unter dem Stichwort „Automation“ eine Palettenbeladung. Neben unseren eigenen Angeboten bieten wir im Rahmen von Partnerschaften mit ROBOJOB und EROWA deren Lösungen sowohl für Bauteil- als auch Palettenbeladung an. Im aktuellen Fall handelt es sich um eine Lösung von EROWA. Entsprechend eurer Bedürfnisse sind wir aber offen für alle sinnvollen Automatisierungskonzepte.
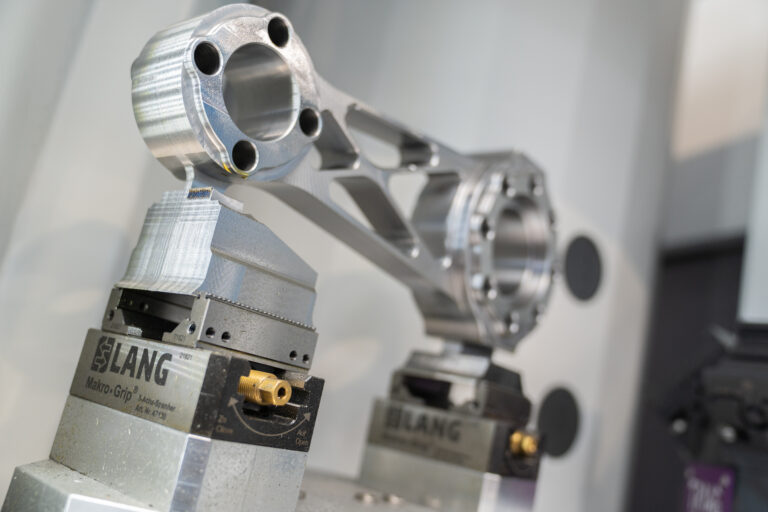
Zu Beginn seht ihr den circa 60 Kilogramm schweren Edelstahlblock auf zwei kleinen Spannmodulen (jeweils 75mm breit) von LANG TECHNIK. Dass damit sicher gespannt werden kann, ermöglicht eine Prägung an der unteren Rohteilkante, die einen Millimeter tief und 125 Millimeter breit ist. Gefertigt wird die Prägung mit einem Hydraulikwerkzeug, das die Zähne des Spannmoduls als Negativ in den Block presst. So entsteht beim Spannen ein enger Formschluss, der bei einer relativ kleinen Spannkraft für hohe Haltekräfte sorgt. Die Auswirkungen auf die Zerspanung sind vielfältig. So wirkt das Spannsystem wie eine Dämpfung, mit der der gesamte Bearbeitungsprozess deutlich ruhiger abläuft. Am Ende lässt sich der Pleuel mit relativ konstanter Belastung und einer hohen Zerspanleistung bearbeiten – und das prozesssicher, trotz des hohen Aufbaus.
 Roh- und Fertigteilsimulation
Roh- und Fertigteilsimulation
Hinweisen möchte ich an dieser Stelle noch ausdrücklich auf die Roh- und Fertigteilsimulation mit der Möglichkeit, 3D-Volumenmodelle aus dem CAD an der Steuerung zu importieren. Ermöglicht wird dieser Vorgang durch die Option „Solid Model Import“. Ab Sekunde 10 seht ihr das Volumenmodel des zu fertigenden Bauteils eingeblendet, sowie das darüber gelegte, an der Steuerung definierte Rohteil, auf das die Bearbeitung simuliert wird. So könnt ihr an dieser Stelle noch einmal eingehend prüfen, ob alles passt. Ab Sekunde 39 könnt ihr sehr gut die Simulation des Roh- und Fertigteils verfolgen, wobei der Bearbeitungsweg und Materialabtrag simultan dargestellt sind. Gut zu erkennen sind auch die aktuellen Bewegungen der Maschine und die Tiefe, mit der der Fräser im Werkstück arbeitet.
Die Bearbeitung des Pleuels zeigt also gleich mehrere Dinge: Die problemlose Einbindung eines DIN/ISO-Unterprogramms in ein Dialogprogramm sowie die perfekt ablaufende Bearbeitungssimulation – alles in einem Zyklus. Deutlich wird auch, dass die schwere Zerspanung von Edelstahl sauber funktioniert. Für einen schwingungsarmen Prozess sorgt die spezielle Aufspannung. Basis dafür ist die adaptive Frässtrategie, bei der die hoch schwingungsdämpfenden Eigenschaften der Maschine voll zum Tragen kommen. Schließlich lassen sich auch noch die Stege, auf denen der Pleuel sitzt, so dünn ausarbeiten, dass er nach der Bearbeitung einfach abgebrochen werden kann. Der Grat wird weggeschliffen und der Pleuel ist fertig – in einem Arbeitsgang und einer Aufspannung.
Partner
Automation: EROWA
Werkstückspanntechnik: LANG TECHNIK
CAD/CAM-System: TOPSOLID
Distributor: MOLDTECH

HURCO Werkzeugmaschinen GmbH
Alexandra Banek
Gewerbestraße 5 a
85652 Pliening
Telefon+49 (89) 905094 - 29
E-mail abanek@hurco.de